Apakah proses, aplikasi, dan kelebihan pengacuan suntikan plastik?
Aliran proses
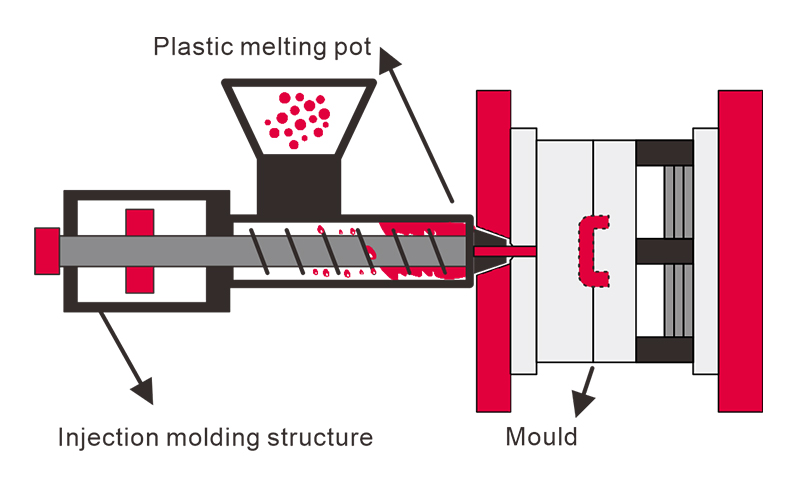
Pencetakan suntikan plastikProses terdiri daripada tujuh langkah: pengeringan, lebur, suntikan tekanan tinggi, memegang tekanan dan pampasan pengecutan, penyejukan dan penetapan, pembukaan acuan dan lekuk, dan pemeriksaan kualiti pasca pemprosesan.
Pelet bahan mentah plastik mesti dehumidified. Bahan seperti nilon mesti dikeringkan pada 80-130 ° C selama 4-8 jam untuk mencegah gelembung.
Bahan mentah plastik dipanaskan dan cair di laras. Suhu berbeza untuk bahan yang berbeza: pp: 160-175 ° C, PC: 270-300 ° C. Skru dalam laras berputar untuk memastikan aliran seragam.

Cair plastik disuntik ke dalam rongga acuan tertutup pada 70-150 MPa untuk mengisi acuan.
Mengekalkan tekanan mesin untuk mengimbangi pengecutan penyejukan memerlukan kawalan tepat masa pegangan untuk mencegah tanda sink.
Penyejukan dan penetapan mengambil 70-80% daripada keseluruhan kitaran pencetakan suntikan. Suhu acuan dikawal antara 40 dan 120 ° C untuk memastikan bahawabahagian plastiksejuk sama rata dan tidak meledingkan.
Ejector mekanikal atau lengan robot membuang produk untuk mengelakkan kerosakan permukaan.
Pekerja mengeluarkan kepingan plastik tambahan dan periksa bagaimana produk plastik berfungsi dan sesuai bersama.
Aplikasi
Bahagian suntikan plastikdigunakan dalam pelbagai industri.
Keperluan harian: Proses pengacuan suntikan ini pesat dan kos efektif. Contohnya termasuk pinggan mangkuk, kotak penyimpanan, dan mainan.
Bahagian Automotif: Produk berbentuk kompleks termasuk panel instrumen, penutup lampu, dan saluran bolong.
Elektronik dan elektrik:Pengacuan suntikanDengan ketepatan ± 0.1mm termasuk produk seperti kes telefon bimbit, kunci papan kekunci, dan penyambung.
Peranti perubatan: Produk yang memerlukan kemandulan termasuk casing suntikan dan komponen instrumen pembedahan.
Perindustrian: Produk plastik kekuatan tinggi termasuk gear, paip, dan injap.

Kelebihan
- ThePencetakan plastikProses boleh digunakan dengan bahan termasuk PP, ABS, PC, PA, PE, dan PLA.
- Kami menawarkan PP pakai bungkusan pakai, kes telefon PLA, danTPR Spiky Balls.
- Huaner boleh membuat bahagian kompleks dengan benang dan lubang berbentuk adat. Ia dapat memenuhi semua keperluan pelanggan.
- Kadar penggunaan bahan mentah plastik lebih dari 95%, dan bahan pelari boleh dikitar semula.
- ThePencetakan suntikan tersuaiProses boleh menghasilkan setiap bahagian dalam beberapa saat sahaja.
- Toleransi dimensi kami memenuhi piawaian GB14486-2008.